ПРОЦЕСС ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ

Для изготовления форм, в которых делая отливки, используют разные методы:
1. Литье в песчаные формы. Подходит абсолютно для всех видов отливок, независимо от состава сплава и габаритов.
2. Литье в металлические формы. Подходит для отливок простой формы.
3. Центробежное литье. Производят отливки мелкого и среднего размера, которые имеют шарообразную (или другую вращающуюся) форму.
4. Литье в оболочковые емкости. В таких получаются точные детали с чистой поверхностью.
5. Литье по выплавляемым моделям. Используют для руднообрабатываемых сплавов.
6. Литье под давлением. Подходит для выплавки деталей из цинковых, алюминиевых и латунных сплавов.
7. Непрерывное литье. Применяют для длинных заготовок круглого и прямоугольного сечения.
8. Литье под разрежением или вакуумное всасывание. Этим методом производят полые и сплошные заготовки круглого сечения из цветных металлов.
СПОСОБЫ ФОРМОВКИ В ПРОЦЕССЕ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ
Формы делят на несколько видов:
1. Одноразовые.
В них делают одну отливку. Изготавливают разовые емкости из смеси песка и глины. Данный способ выходит дешевле и быстрее, чем производство других видов форм, поэтому очень распространено. К таким формам относятся:
- Сырые. Используют для простых деталей весом 500 – 1000 кг. Плюсы: сокращают производственный цикл, удешевляют стоимость. Недостатки: высокая влажность, газотворность и недостаточная прочность приводит к различным дефектам готовых отливок.
- Сухие. Используют для отливок, которым после затвердевания необходима механическая обработка, а также деталей, прошедших испытание давлением.
- Подсушиваемые формы. Подходят для отливок из сплавов черных и цветных металлов весом более 5000 кг.
- Химически твердеющие. Такие емкости изготавливают из смесей, где в качестве крепителя выступает жидкое стекло. Они быстро затвердевают после обработки углекислым газом.
2. Полупостоянные.
Подходят для несложных отливок среднего размера. Их изготавливают из огнеупорной смеси.
3. Постоянные.
Такие делают из чугуна и стали. Пользуются популярностью в масштабном производстве.
ИНСТРУМЕНТЫ, ИСПОЛЬЗУЕМЫЕ В ПРОЦЕССЕ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ
В процессе изготовления литейных форм пользуются разными приспособлениями.
Ниже представлен список инструментов:
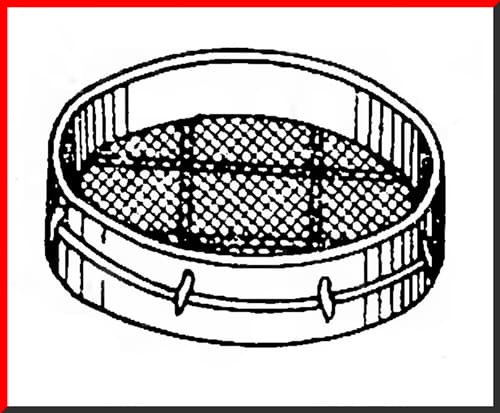
- Круглое или прямоугольное сито. С его помощью просеивают формовочную смесь перед нанесением на модель. Диаметр сита 400 – 500 мм, ячейки 2 – 4 мм.
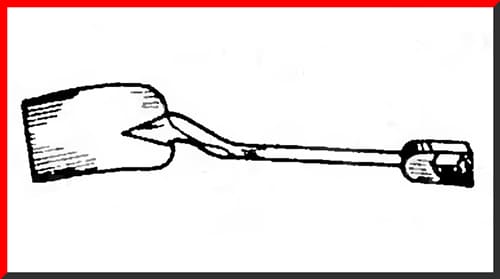
- Лопата. Ею заполняют опоки. Если формуют в земле, то применяют заостренные лопатки.
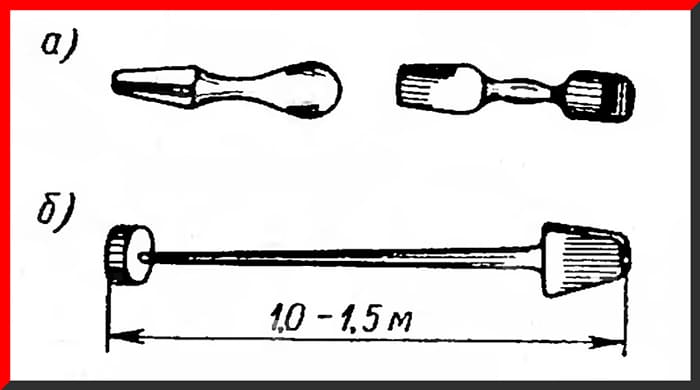
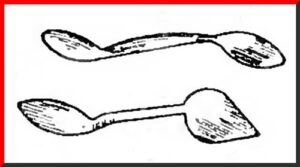
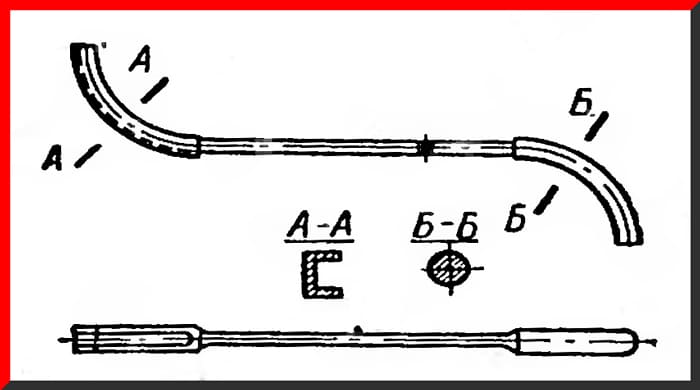
- Трамбовки. Служат для утрамбовки формовочной смеси. В ходе работы на верстаках используют ручную трамбовку (а). Для уплотнения смеси в средних, крупных опоках и стержневых ящиках работают другой трамбовкой (б). Самыми распространенными считаются пневматические трамбовки со сменным наконечником.
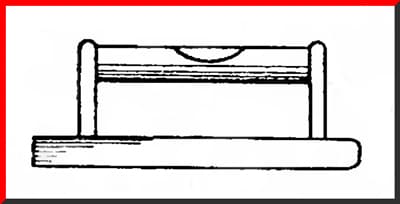
- Ватерпас. Это уровень, проверяющий горизонтальность установки реек и моделей при формовке в земле.
- Льняная кисть. Ею смачивают емкости по контурам модели перед выемкой.

- Волосяные щетки. Нужны для сметания песка.

- Стальные иглы-душники. Ими проделывают каналы вентиляции в формах и стержнях.
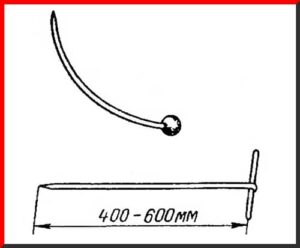
- Остроконечные и винтовые подъемные крючки. Вынимают мелкие и средние модели. Для того, чтобы извлечь крупные модели (изготавливаются со специальными ушками) используют двусторонние крюки и стяжки.
- Гладилки для отделки форм и прорезки питателей.
- Карасики для прорезки питателей в мелких и средних формах.
- Крючки для заглаживания углубленных узких частей, а также для удаления засоров.

- Полозки-ланцеты. Служат для отделки и исправления узких углубленных радиальных поверхностей форм и стержней.
- Набор гладилок используют для углов, гантелей и других малодоступных частей.
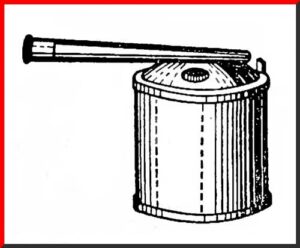
- Пульвелизатором увлажняют формы и стержни, а также наносят краски и упрочняющие растворы.
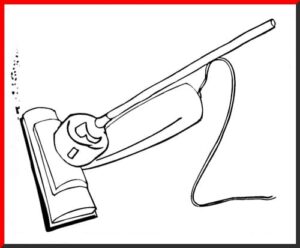
- Мехи, пневматические сопла и пылесосы удаляют пыль, нагар и мусор из форм. рис pylesos
В процессе изготовления литейных форм широко применяют опоки – рамки, которые заполняются формовочной смесью.
Главные критерии качества к ним: жесткость и легкость. Опоки делают из чугуна, стали с низким содержанием углерода, алюминия и магниевых сплавов.
Опоки бывают цельнолитые, сварные и свертные. Они могут быть прямоугольные, круглые или фасонные.
Следует учитывать, что слишком большие опоки расходуют много смеси и трудовых ресурсов на ее уплотнение, а слишком маленькие могут привести к браку отливок, так как металл продавливает низ формы и может уйти по разъему.
Для безопочной формовки по модельным плитам используют съемные конусные опоки из алюминия.
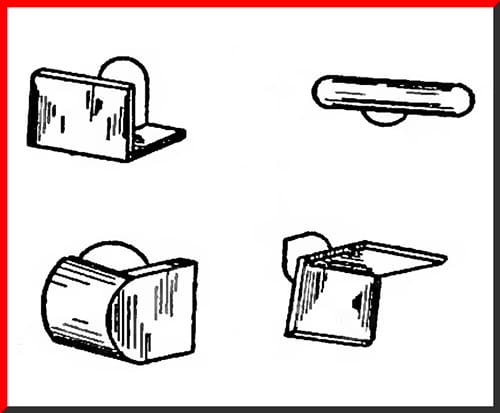
Спаривающие штыри для соединения частей опок. Штыри изготавливают из стали 40 – 45. Дополнительно закаливают и шлифуют. Штыри бывают съемные и постоянные.
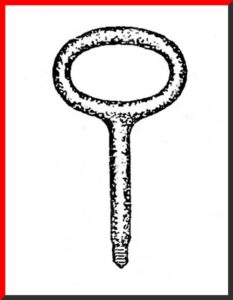
Инструменты для шаблонной формовки. Состоит из подпятника (1), в который устанавливается шпиндель (2). Также имеется стопорное кольцо (3) и рукав (4), на котором крепится шаблон (5).
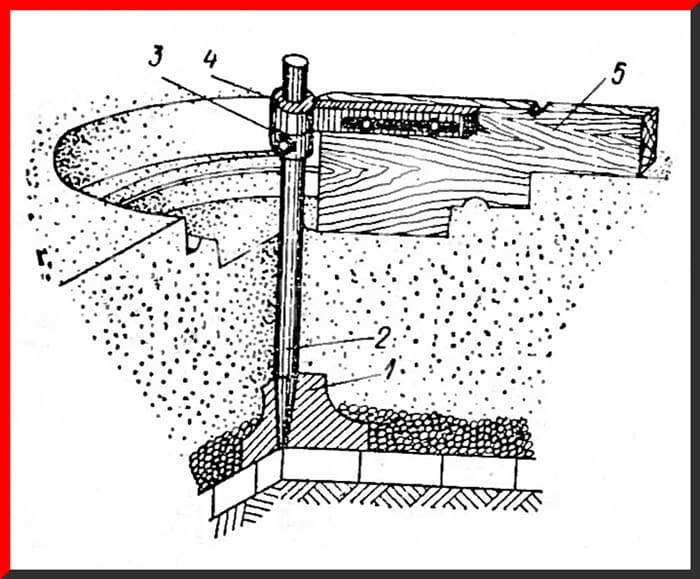
Рисунок. Приспособление для шаблонной формовки.
Жеребейки. Эти приспособления нужны, чтобы укрепить стержни в процессе сборки форм. Для отливок из стали и чугуна используют жеребейки из стали, для бронзовых – медные, а для алюминиевых отливок – жеребейки из алюминия.
ПРОЦЕСС ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ВРУЧНУЮ:
- Подготавливают модель. На данном этапе проверяют ее состояние, очищают от пыли и протирают ветошью, смоченной в керосине.
- Устанавливают модель и литниковую систему на специальную площадку.
- Заполняют модель формовочной смесью. Если необходимо – делают опоки.
- Крепят отдельные выступающие части формы железными крючками.
- Утрамбовывают формовочную смесь до необходимой плотности.
- Делают в форме вентиляционные каналы.
- Разъединяют форму и извлекают модель.
- Наносят на форму сухие или жидкие противопригарные составы.
- Соединяют полуформы, устанавливают литниковые чаши и наростки для выпоров и прибылей, скрепляют формы.
Формовка в почве.
Для отливок с плоской поверхностью, которым не нужна механическая обработка, используют открытую формовку. А для заготовок с фасонной поверхностью – формовку под опокой.
В процессе изготовления литейных форм для легких отливок используют мягкую постель, а для тяжелых – твердую.
На мягкой постели формуют мелкие опоки, стержневые каркасы, плитные настилы небольших габаритов и прочее.
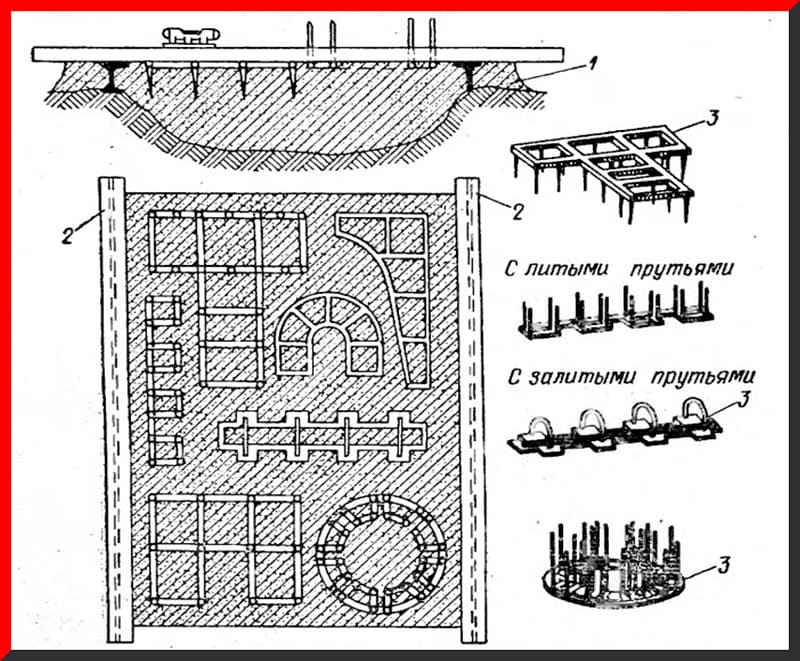
Рисунок. Формирование каркасов в мягкой постели.
1 – постель; 2 – направляющие рейки; 3 – отливки.
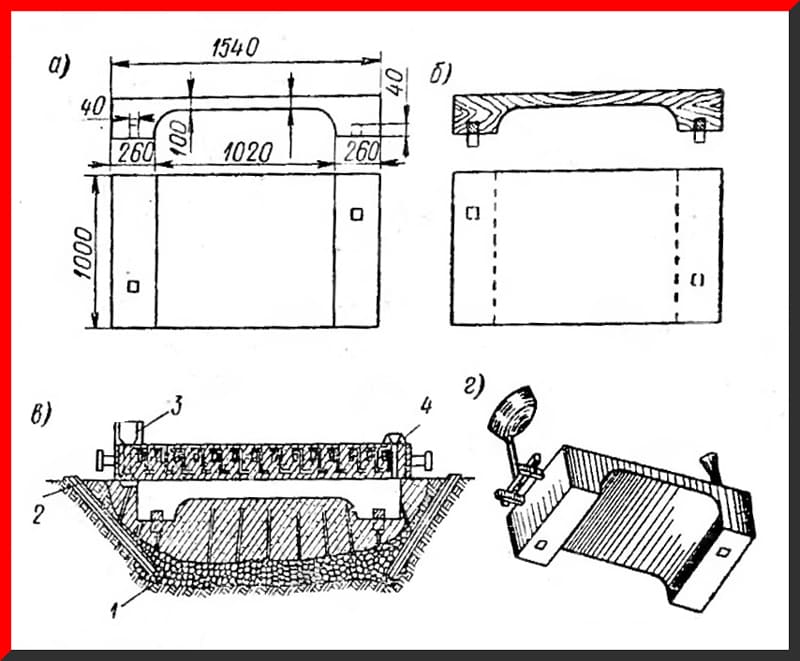
Рисунок. Формовка в твердой постели
а – чертеж детали; б – модель; в – собранная форма; г – отливка.
1 – слой гари; 2 – газоотводная труба; 3 – литниковая чаша; 4 – обечайка.
Формовка в парных опоках.
Отливки, полученные таким методом, получаются очень точными.
Формовка по плитам.
Этот способ позволяет избежать прорезки вручную питателей и шлакоуловителей и сокращает объем работ по отделке формы. Модельные плиты многоразовые.
Формовка в жакетах.
Этот способ подходит для отливок средних и крупных размеров сложной формы. Жакеты делятся на одноразовые, полупостоянные и постоянные.
Химически твердеющие емкости.
Емкости делают из смеси, где жидкое стекло выступает как основной элемент, способствующий затвердеванию формы.
Полупостоянные формы.
Подходят для отливок с несложными очертаниями: барабаны текстильных и бумагоделательных машин, изложницы, опоки.
Состав огнеупорных смесей для формовки:
- Песок кварцевый – 25 %.
- Молотый шамот – 38 %.
- Шамотная отработанная смесь – 19 %.
- Глина формовочная – 18 %.
- Вода (сверх 100%) – 6 – 7 %.
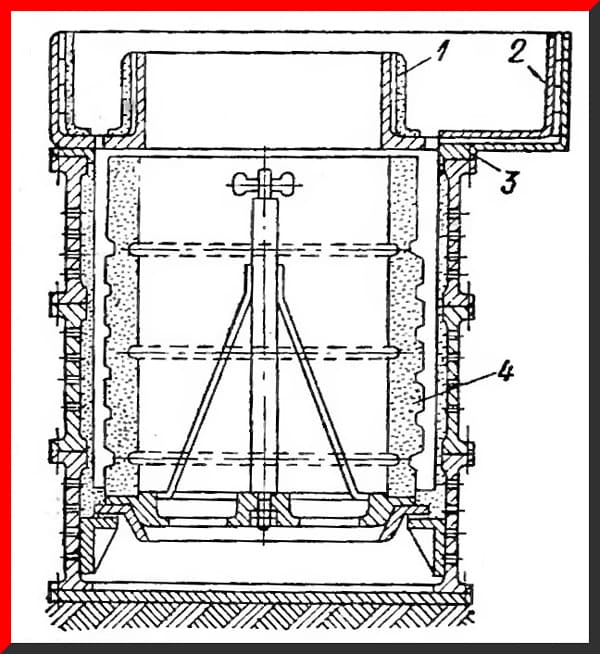
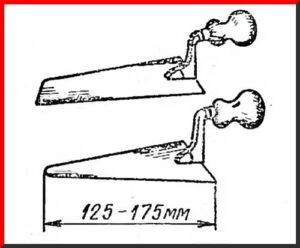
Рисунок. Схема изготовления полупостоянной формы.
1 – литниковая чаша-грибок, внутренняя сторона (через нее осуществляется заливка формы); 2 – наружная часть чаши, через которую производится заливка формы; 3 – чугунное кольцо на верхней опоке; 4 – стержень из песчано-глинистой смеси.
Формовка по шаблону.
Данный процесс изготовления литейных форм используется для производства отливок, поверхности которых могут быть получены вращением какой-либо линии шаблона вокруг оси или при движении шаблона по направляющей линии.
ПРОЦЕСС ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ МАШИННОЙ ФОРМОВКОЙ
Машинная формовка делает проще самые трудоемкие операции: наполнение формовочной смесью, уплотнение и извлечение модели из полуформы.
Формы получаются высокого качества, точность отливок в таких формах выше, чем в емкостях, произведенных ручным способом.
Емкости изготавливают отдельно для верхней и нижней частей.
При массовом производстве металлические модели и элементы литниковой системы крепятся на односторонних чугунных строганых плитах, а при мелкосерийном производстве деревянные модели крепятся на координатных плитах или в плитах-рамках.
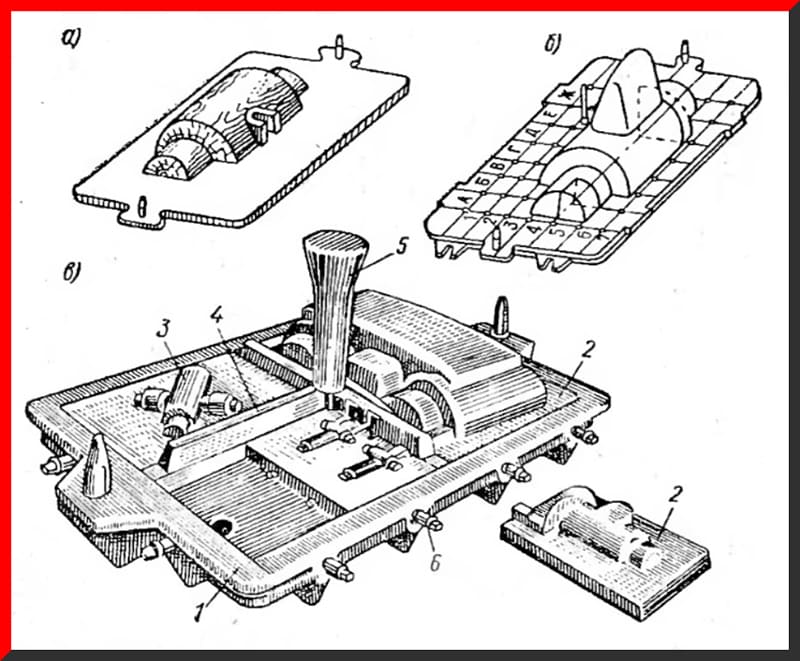
Рисунок. Виды плит.
а – односторонняя плита для раздельной формовки верхней и нижней полуформ; б – координатная плита; в – наборные плиты-рамки;
1 – основная плита; 2 – вкладная модельная плита; 3 – модель; 4 – шлакоуловитель; 5 – стояк; 6 – упорные винты.
Уплотнение формовочной смеси.
Различают 4 метода: прессовые машины с верхним и нижним прессованием, встряхивающие машины, встряхивающие машины с подпрессовкой и пескометные.
Как извлекают модель из емкости после застывания.
При машинной формовке для того, чтобы удалить модель из формы применяют пневматические вибраторы, которые крепятся на модельных плитах.
Существует несколько способов:
- Плита и модель неподвижны, а полуформа снимается штифтовым подъемом.
- Модель извлекают штифтовым подъемом через протяжную плиту.
- Применяют машины с поворотной плитой.
- Для извлечения модели используют машины с перекидным столом.
Процесс изготовления литейных форм выбирают, исходя из назначения готовых отливок, требования к их качеству и возможностей производства.
У компании ООО ЛипецкТехноЛит есть собственный цех литья, где мы применяем современные технологии в области изготовления стали, оборудования для металлообрабатывающей промышленности и запасных частей к нему.
У нас вы можете приобрести готовые дробеметные установки или заказать изготовление нестандартного оборудования по чертежам. Если нет чертежей – наши специалисты проведут исследование и предоставят присоединительные размеры перед изготовлением.