СТАНКИ ДЛЯ ПРОКАТКИ МЕТАЛЛА
ОПРЕДЕЛЕНИЕ И УСТРОЙСТВО ПРОКАТНЫХ СТАНКОВ
Станки для прокатки металла относятся к рабочим машинам, которые обрабатывают материал в конечный продукт. Они могут быть отдельно стоящими или представлять систему машин, осуществляющих обработку и вспомогательные операции.
Классификация станки для прокатки металла по назначению
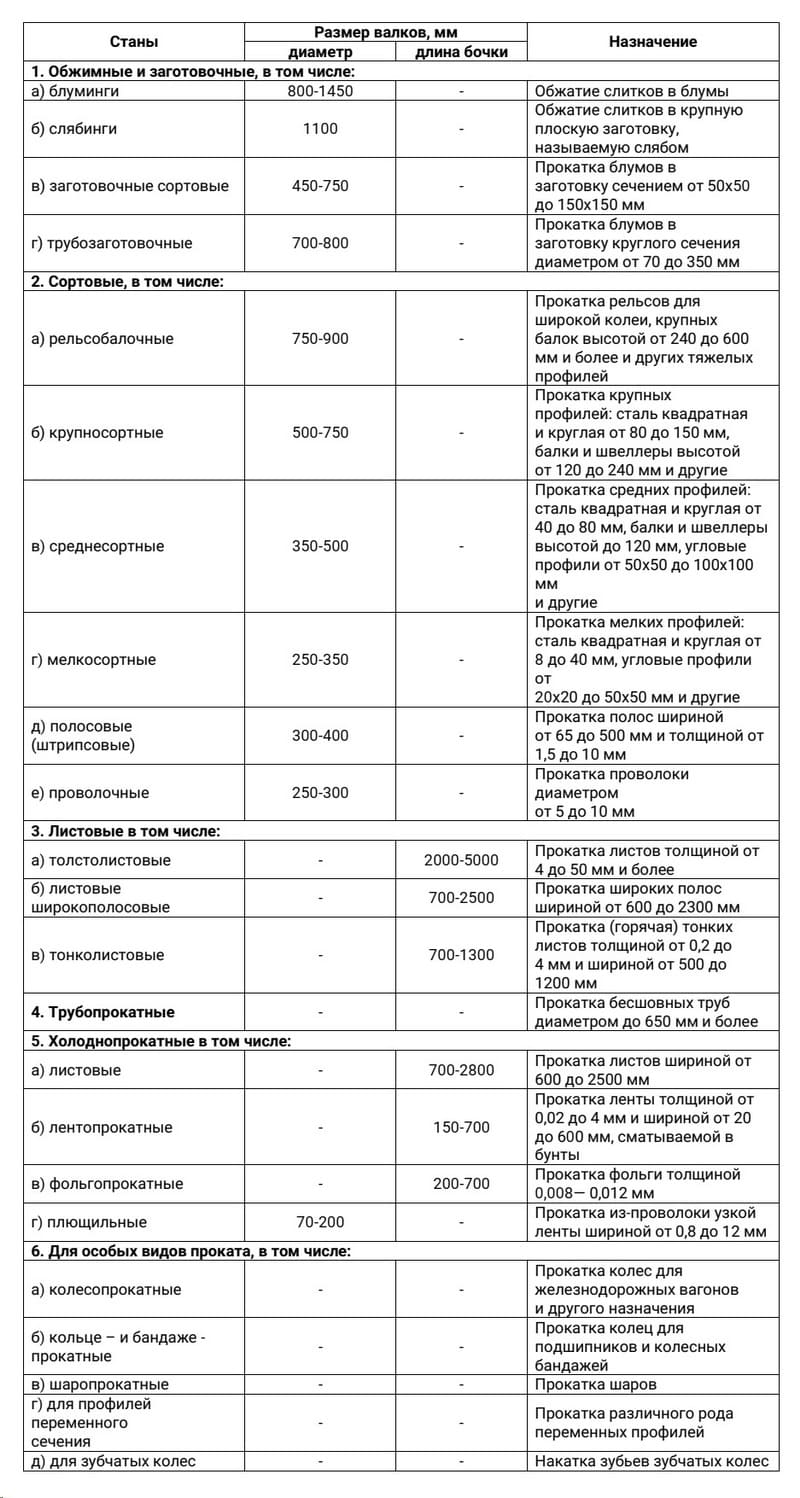
Станы | Размер валков, мм | Назначение | |
диаметр | длина бочки | ||
1. Обжимные и заготовочные, в том числе: | |||
а) блуминги | 800-1450 | — | Обжатие слитков в блумы |
б) слябинги | 1100 | — | Обжатие слитков в крупную |
в) заготовочные сортовые | 450-750 | — | Прокатка блумов в |
г) трубозаготовочные | 700-800 | — | Прокатка блумов в |
2. Сортовые, в том числе: | |||
а) рельсобалочные | 750-900 | — | Прокатка рельсов для |
б) крупносортные | 500-750 | — | Прокатка крупных |
в) среднесортные | 350-500 | — | Прокатка средних профилей: |
г) мелкосортные | 250-350 | — | Прокатка мелких профилей: |
д) полосовые | 300-400 | — | Прокатка полос шириной |
е) проволочные | 250-300 | — | Прокатка проволоки диаметром |
3. Листовые в том числе: | |||
а) толстолистовые | — | 2000-5000 | Прокатка листов толщиной от |
б) листовые | — | 700-2500 | Прокатка широких полос |
в) тонколистовые | — | 700-1300 | Прокатка (горячая) тонких |
4. Трубопрокатные | — | — | Прокатка бесшовных труб |
5. Холоднопрокатные в том числе: | |||
а) листовые | — | 700-2800 | Прокатка листов шириной от |
б) лентопрокатные | — | 150-700 | Прокатка ленты толщиной от |
в) фольгопрокатные | — | 200-700 | Прокатка фольги толщиной |
г) плющильные | 70-200 | — | Прокатка из-проволоки узкой |
6. Для особых видов проката, в том числе: | |||
а) колесопрокатные | — | — | Прокатка колес для |
б) кольце – и бандаже — | — | — | Прокатка колец для |
в) шаропрокатные | — | — | Прокатка шаров |
г) для профилей переменного | — | — | Прокатка различного рода |
д) для зубчатых колес | — | — | Накатка зубьев зубчатых колес |
Основные части линии прокатного стана:
1. Рабочая клеть.
Содержит прокатные валки с подшипниками, станины, установочные механизмы, плитовины, проводки. Делится на 3 вида: с горизонтальными, вертикальными и косорасположенными валками.
2. Электрический двигатель.
3. Передаточные механизмы от двигателя к валкам.
Они зависят от вида прокатного стана и режима его работы. У большинства машин это шестеренная клеть, редуктор, соединительные муфты и шпиндели. Иногда в системе находится маховик.
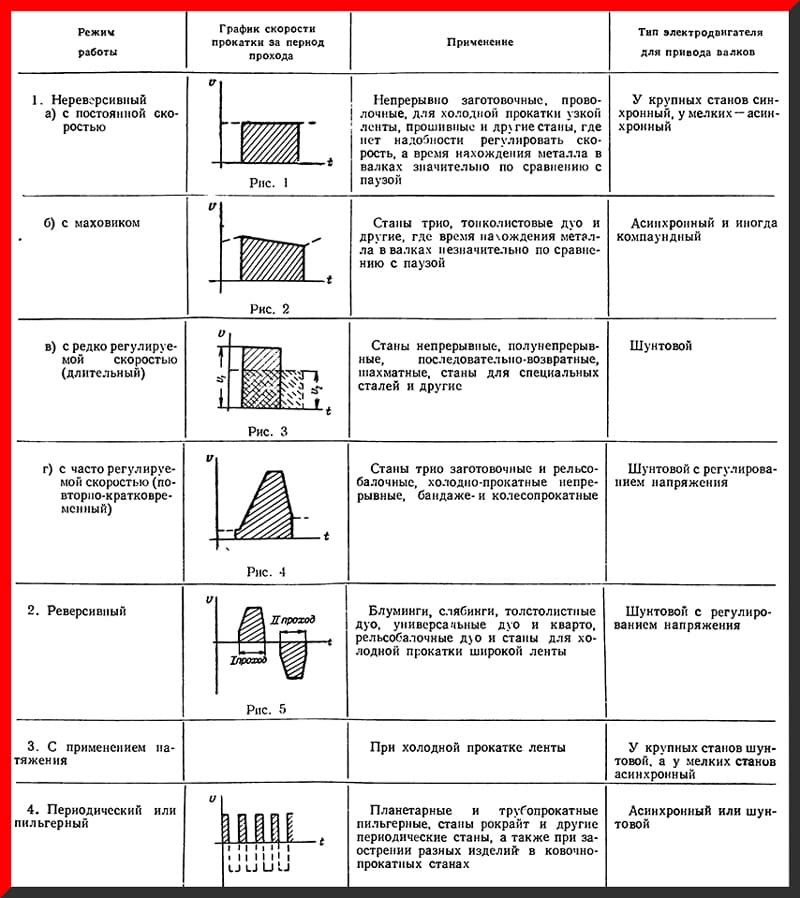
Рисунок. Режим работы станов для прокатки.
Скорость прокатки станков.
Скорость прокатки зависит от производительности стана, его устройства, а также от продукции, которую на нем обрабатывают.
Также нужно учитывать причины, которые влияют на этот показатель:
1. Пластичность металла практически не влияет на ограничение скорости прокатки. Однако, такие металлы как магний, титан, цинк и слитки некоторых высоколегированных сплавов и сталей редко прокатывают со скоростью 2 м/сек, чтобы они не разрушились из-за недостаточной пластичности.
2. Если скорость слишком высокая, то валки плохо захватывают заготовку. На практике придерживаются следующих показателей прокатки:
2 – 2,5 м/сек при обработке крупных слитков, балок, рельсов, толстых листов и других крупных профилей;
1,2 – 1,4 м/сек при прокатке тонких листов;
0,3 – 1,2 м/сек при холодной прокатке коротких листов.
3. Нежелательна большая скорость в момент выхода металла из валков, чтобы обработанный материал не отбрасывало далеко.
Назначение стана | Наименование и | Размеры, мм | Скорость | |
Диаметр | Длина бочки валка | |||
Обжимной | Блуминг дуо | 900-1200 | — | до 7,0 |
Слябинг | 1100 | — | до 6,0 | |
Заготовочный | Заготовочный непрерывный | 600-750 | — | 1,5-2 |
То же | 450-550 | — | 3,5-5,5 | |
Рельсобалочный | Рельсобалочный линейный или | 750-900 | — | 5-7 |
Крупносортный | Крупносортный линейный или | 600-750 | — | 2,5-7 |
Крупносортный последовательно-возвратный | 500-700 | — | 6-7 | |
Среднесортный | Среднесортный линейный или | 400-550 | — | 2,5-7 |
Среднесортный последовательно-возвратный | 350-500 | — | 5-15 | |
Мелкосортный | Мелкосортный ступенчатый | 250-350 | — | 4,5-7 |
Мелкосортный последовательно-возвратный | 250-300 | — | 5-15 | |
Мелкосортный непрерывный | 250-300 | — | 6-20 | |
Проволочно-прокатный | Проволочно-прокатный ступенчатый | 250-300 | — | 8,5-9,5 |
Проволочно-прокатный непрерывный | 250 | — | 20-30 | |
Толсто- и средне-листовой | Толстолистовой одноклетьевой или | — | 2500-5000 | 2,5-3,5 |
Толсто- и среднелистовой сдвоенный | — | 2000-3000 | 2,5-4,0 | |
Широкополосный листовой | Листовой универсальный | — | — | 2,5-3,5 |
То же, реверсивный | — | — | до 6,0 | |
Листовой непрерывный | — | — | 4-12 | |
Тонколистовой | Тонколистовой, линейный, дуо | — | 600-1200 | 1,2-1,8 |
Трубопрокатный | Прошивной | — | — | 4-8 |
Автоматический дуо | — | — | — | |
Раскатной | — | — | 3-5 | |
Непрерывный | — | — | 4-8 | |
Редукционный | — | — | 5-8 | |
Холоднопрокатный | Холоднопрокатный листовой | — | 600-2800 | 0,4-1,5 |
То же, с моталками реверсивный | — | 2000-2800 | 8,0-12 | |
То же, непрерывный | — | 1200-2500 | 10,0-15 | |
То же | — | 800-1200 | 15-40 | |
Таблица. Скорость прокатки у разных станков.
ОСНОВНЫЕ СТАНКИ ДЛЯ ПРОКАТКИ МЕТАЛЛА И ИХ ХАРАКТЕРИСТИКИ
1. Обжимные станки.
Это станки для переработки слитков из стали или цветных металлов в заготовку.
Существует 2 основных типа обжимных станов:
1.1. Блуминги.
Мощные прокатные агрегаты с высокой производительностью. Обжимают слитки из стали, вес которых превышает 1 тонну, в блумы с сечением от 125*125 мм до 450 * 450 мм. Также с помощью блумингов прокатывают слябы с шириной сечения 400 – 600 мм и высотой 75 – 250 мм.
Блуминги делят на 6 типов:
- одноклетьевые большие блуминги с валками 1150 мм в диаметре;
- средние блуминги с диаметром 900 – 1000 мм;
- малые блуминги с диаметром 750 – 850 мм;
- сдвоенные блуминги, состоящие из двух рабочих клетей с валками 1150 мм в первой клети и 900 – 1000 мм во второй;
- непрерывные блуминги из нескольких рабочих клетей, валки которых составляют 900 – 1000 мм в диаметре;
- блуминги к станам для прокатки широкополочных балок, которые состоят из одной рабочей клети с диаметром валков 1350 – 1475 мм.
1.2. Слябинги.
Высокопроизводительные станы для прокатки металла, которые применяют для обжатия слитков весом более 7 тонн в слябы с высотой сечения от 75 до 200 мм и шириной от 700 до 1600 мм. Слябинг, в отличие от блуминга, прокатывает только слябы, поэтому пользуется меньшей популярностью.
2. Заготовочные станки.
С их помощью прокатывают заготовки.
4 основных вида таких агрегатов:
2.1. Сорто-заготовочные станы для обработки сортовых заготовок с сечением от 50*50 до 150*150 мм.
2.2. Сутуночно-заготовочные станы для сутунки и сортовой заготовки.
2.3. Трубно-заготовочные для заготовок круглого сечения диаметром от 70 до 350 мм.
2.4. Заготовочные линейные станы для прокатки сортовой заготовки, узкой сутунки и трубной заготовки при маленьких объёмах производства.
Большую популярность получили заготовочные станы первого типа. Они состоят из нескольких рабочих клетей с диаметром валков 450 – 750 мм. Число клетей варьируется от 6 до 12.
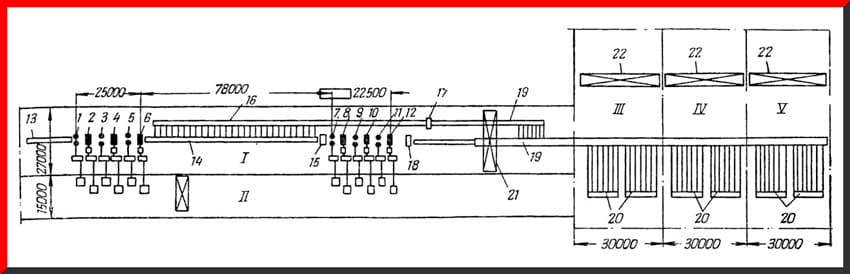
Рисунок. Схема расположения оборудования сорто-заготовочного непрерывного стана.
| – пролет стана; || – машинный зал; |||, |V – пролеты склада заготовки: 1 – 6 – рабочие клети первой группы с валками 730 мм в диаметре; 7 – 12 — рабочие клети второй группы с валками 530 мм в диаметре; 13 – подводящий рольганг; 14 – промежуточный рольганг; 15 – маятниковые ножницы; 16 – обводной рольганг для заготовки; 17 – ножницы усилием 850 т; 18 – летучие ножницы; 19 – отводящие рольганги; 20 – стеллажи для заготовки; 21 – кран 50/10 т; 22 – краны с подхватами.
3. Сортовые станки для прокатки металла. Делятся на несколько категорий:
3.1. Универсальный для прокатки широкополочных балок. Применяют для прокатки балок с высотой сечения 200 — 1000 мм с шириной полки 200 — 400 мм. Производительность такого агрегата 50 – 200 тонн в час.
3.2. Рельсоблочные станки. Нужны для обработки железнодорожных и трамвайных рельсов, балок высотой 240 – 600 мм и других тяжелых элементов. Делятся на 2 вида: ступенчатый и последовательный. У ступенчатого рельсоблочного агрегата есть ряд преимуществ: прокатка профилей широкого сортамента, простой переход с прокатки одного профиля на другой и высокая производительность.
3.3. Крупносортные станы. Используют для прокатки готового сортового металла со следующими размерами профиля: квадрат и круг 80 – 150 мм, рельсы узкоколейные 18 и 24 кг/погонный м. Производительность станка 100 – 200 тонн в час.
3.4. Среднесортные. Применяют для обработки сортового металла: квадраты и круги от 40 до 80 мм, балки двутавровые и швеллеры высотой до 120 мм и угловые профили размерами от 50*50 до 100*100 мм. Средняя производительность около 90 тонн в час.
3.5. Мелкосортные. Применяют для обработки готового проката со следующими размерами профиля: квадрат и круг от 8 до 40 мм, угловые профили от 20*20 до 50*50 мм. Производительность в среднем составляет 50 – 100 тонн в час.
3.6. Проволочные. Используют для обработки проволоки (катанки) диаметром 5 – 10 мм. Производительность 50 – 80 тонн.
3.7. Полосовые. Применяют для производства плоских прямокгольных профилей толщиной 1,5 – 10 мм и шириной от 65 – 100 до 400 – 500 мм. Производительность в среднем составляет 40 тонн.
4. Листовые.
Применяют для горячей прокатки стальных листов и листов из цветных металлов. Поверхность валков у таких машин цилиндрической формы. Устройство листовых станков зависит от материала и размеров прокатываемых листов.
Самыми популярными являются следующие 3 вида:
4.1. Толстолистовые. На них прокатывают листы толщиной 4 – 50 мм и шириной 1000 – 5000 мм.
4.2. Листовые широкополосовые непрерывные. Служат для прокатки листов шириной от 500 до 2500 мм и толщиной 1,5 – 10 мм.
4.3. Листовые широкополосовые с моталками, которые располагаются в нагревательных печах. Применяются для обработки листов в виде длинных полос толщиной 1,5 – 6 мм.
4.4. Тонколистовые станы для прокатки листов толщиной 0,25 – 4 мм и шириной 500 – 1200 мм.
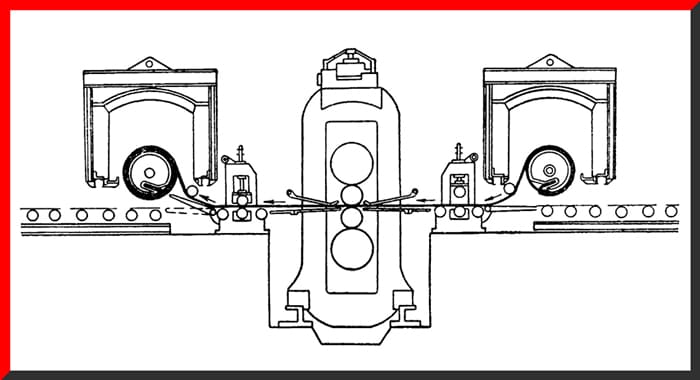
Рисунок. Широкополосовый стан с моталками.
5. Трубопрокатные агрегаты.
Служат для производства бесшовных труб.
Тип трубопрокатного агрегата | Диаметр | Средняя | Общая мощность | Ориентировочный |
Агрегат 140 с автоматическим станом | 60-140 | 10-15 | 3500 | 2500-3500 |
Агрегат 150 с автоматическим станом | 100-250 | 15-30 | 5000 | 3500-4000 |
Агрегат 430 с автоматическим станом | 160-430 | 50-70 | 12000 | 8000-12000 |
Агрегат с пилигримовым станом | 200-450 | 25-35 | 4500-5000 | — |
Агрегат 110 с непрерывным станом | 50-110 | 30-40 | 12000 | 3500-5000 |
Агрегат 160 с трехвалковым станом | 40-160 | 8-12 | 3500 | 2000-2500 |
Таблица. Характеристика основных трубопрокатных станков.
6. Холоднопрокатные станки для прокатки металла в холодном состоянии делятся на 6 основных групп:
6.1. Листовые для штучной прокатки.
6.2. Листовые для рулонной прокатки. Прокатывают металл в виде длинных полос, которые сматываются в рулон после окончания процесса.
6.3. Лентопрокатные станы. Служат для обработки полос толщиной 0,02 – 4 мм и шириной 20 – 660 мм.
6.4. Фольгопрокатные. Прокатывают ленты и листы из алюминия, стали, молибдена и вольфрама толщиной 0,002 – 0,012 мм.
6.5. Плющильные станы. Служат для прокатки из проволоки узкой ленты.
6.6. Станы для холодной прокатки труб.
СТАНКИ ДЛЯ ПРОКАТКИ МЕТАЛЛА СПЕЦИАЛЬНОЙ КОНСТРУКЦИИ
1.СТАНЫ С ВЕРТИКАЛЬНЫМИ ВАЛКАМИ.
1.1. Вертикальные клети. Это рабочая клеть с приводом, у которой валки располагаются вертикально. Её применяют в тех случаях, когда нежелательна кантовка. Клеть служит для обжатия металла с боков. В основном применяют у листовых станов, непрерывных заготовочных, сортовых и трубопрокатных.
1.2. Вертикальные клети листовых станов. Часто устанавливают перед рабочими клетями черновых групп непрерывных станов. Они характеризуются стационарным расположением на фундаменте.
1.3. Вертикальные клети сортовых и заготовочных станов. Их проектируют таким образом, чтобы можно было совмещать калибры горизонтальных и вертикальных валков с осью прокатки.
1.4. Универсальные клети. В такой конструкции вертикальные валки находятся рядом с горизонтальными. Их применяют в качестве универсальных слябингов, универсальных станов для прокатки широких станов, а также используют как универсальные клети для прокатки широкополочных балок.
2. ТРУБОПРОКАТНЫЕ СТАНЫ.
2.1. Прошивные станки. Служат для получения отверстий в заготовках круглого сечения при прокатке бесшовных труб. В зависимости от расположения и формы валков прошивные станы делят на 3 основных типа:
- бочкообразные;
- грибовидные;
- дисковые.
2.2. Автоматические. Их устанавливают за прошивным станом. Такие станы обеспечивают вытяжку гильзы в 1,2 – 2 раза в зависимости от размера труб. Гильзы выбрасывает на входную сторону стана автоматически при помощи роликов обратной подачи.
2.3. Раскатные станы. Их устанавливают после автоматического. Они калибруют трубы по толщине стенки. В отличие от прошивного стана имеют постоянный угол наклона валков 6 – 8 градусов.
2.4. Калибровочные. Калибруют трубы по диаметру. При этом диаметр трубы становится меньше на 3 – 11 %.
2.5. Станы для холодной прокатки труб.
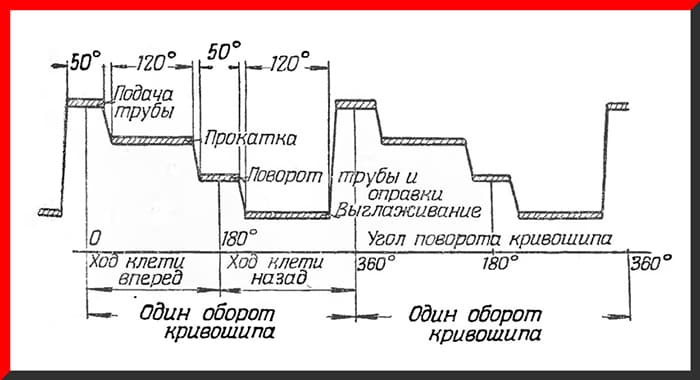
Рисунок. Основные операции станка.
Применяют для труб диаметром 15 – 150 мм. Чаще всего их устанавливают в комбинации с трубоволочильными станами. Они являются заготовительными и, как правило, служат для утончения стенки трубы, а последующее волочение доводит трубу до нужного диаметра.
3. КОЛЁСОПРОКАТНЫЕ СТАНКИ ДЛЯ ПРОКАТКИ МЕТАЛЛА.
Прокатывают предварительно отштампованную на прессах заготовку, которая близка по форме к готовому колесу. В процессе прокатки калибруется толщина диска и размеры обода колеса.
У компании ООО ЛипецкТехноЛит есть собственный цех литья, где мы применяем современные технологии в области изготовления стали, оборудования для металлообрабатывающей промышленности и запасных частей к нему.
У нас вы можете приобрести готовые дробеметные установки или заказать изготовление нестандартного оборудования по чертежам. Если нет чертежей – наши специалисты проведут исследование и предоставят присоединительные размеры перед изготовлением.
СТАНКИ ДЛЯ ПРОКАТКИ МЕТАЛЛА
ОПРЕДЕЛЕНИЕ И УСТРОЙСТВО ПРОКАТНЫХ СТАНКОВ
Станки для прокатки металла относятся к рабочим машинам, которые обрабатывают материал в конечный продукт. Они могут быть отдельно стоящими или представлять систему машин, осуществляющих обработку и вспомогательные операции.
Классификация станки для прокатки металла по назначению
Основные части линии прокатного стана:
1. Рабочая клеть.
Содержит прокатные валки с подшипниками, станины, установочные механизмы, плитовины, проводки. Делится на 3 вида: с горизонтальными, вертикальными и косорасположенными валками.
2. Электрический двигатель.
3. Передаточные механизмы от двигателя к валкам.
Они зависят от вида прокатного стана и режима его работы. У большинства машин это шестеренная клеть, редуктор, соединительные муфты и шпиндели. Иногда в системе находится маховик.
Рисунок. Режим работы станов для прокатки.
Скорость прокатки станков.
Скорость прокатки зависит от производительности стана, его устройства, а также от продукции, которую на нем обрабатывают.
Также нужно учитывать причины, которые влияют на этот показатель:
1. Пластичность металла практически не влияет на ограничение скорости прокатки. Однако, такие металлы как магний, титан, цинк и слитки некоторых высоколегированных сплавов и сталей редко прокатывают со скоростью 2 м/сек, чтобы они не разрушились из-за недостаточной пластичности.
2. Если скорость слишком высокая, то валки плохо захватывают заготовку. На практике придерживаются следующих показателей прокатки:
2 – 2,5 м/сек при обработке крупных слитков, балок, рельсов, толстых листов и других крупных профилей;
1,2 – 1,4 м/сек при прокатке тонких листов;
0,3 – 1,2 м/сек при холодной прокатке коротких листов.
3. Нежелательна большая скорость в момент выхода металла из валков, чтобы обработанный материал не отбрасывало далеко.
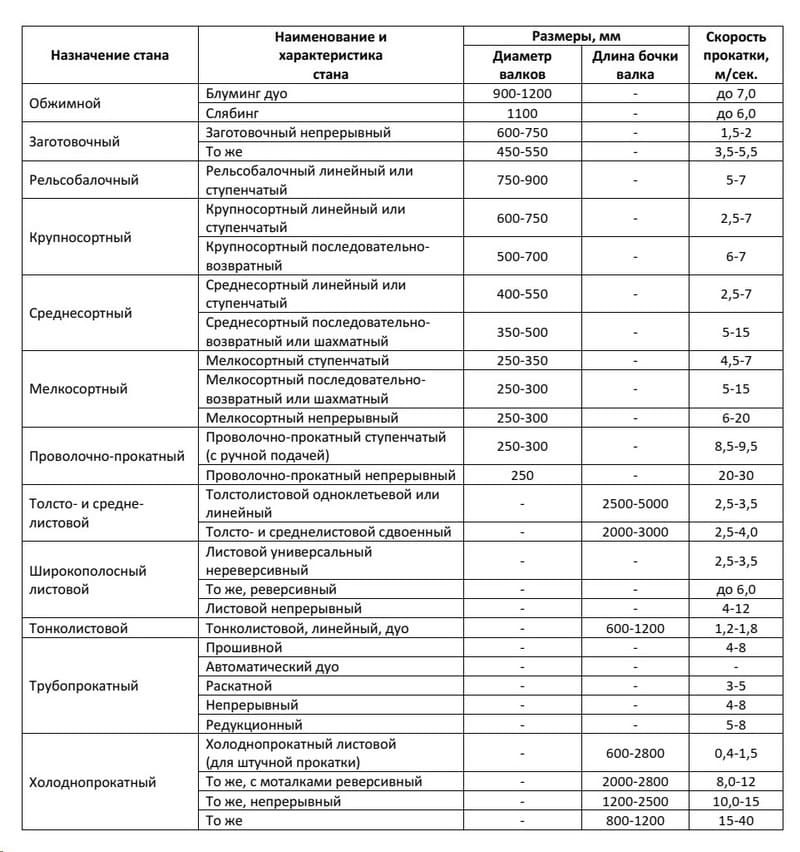
Таблица. Скорость прокатки у разных станков.
ОСНОВНЫЕ СТАНКИ ДЛЯ ПРОКАТКИ МЕТАЛЛА И ИХ ХАРАКТЕРИСТИКИ
1. Обжимные станки.
Это станки для переработки слитков из стали или цветных металлов в заготовку.
Существует 2 основных типа обжимных станов:
1.1. Блуминги.
Мощные прокатные агрегаты с высокой производительностью. Обжимают слитки из стали, вес которых превышает 1 тонну, в блумы с сечением от 125*125 мм до 450 * 450 мм. Также с помощью блумингов прокатывают слябы с шириной сечения 400 – 600 мм и высотой 75 – 250 мм.
Блуминги делят на 6 типов:
- одноклетьевые большие блуминги с валками 1150 мм в диаметре;
- средние блуминги с диаметром 900 – 1000 мм;
- малые блуминги с диаметром 750 – 850 мм;
- сдвоенные блуминги, состоящие из двух рабочих клетей с валками 1150 мм в первой клети и 900 – 1000 мм во второй;
- непрерывные блуминги из нескольких рабочих клетей, валки которых составляют 900 – 1000 мм в диаметре;
- блуминги к станам для прокатки широкополочных балок, которые состоят из одной рабочей клети с диаметром валков 1350 – 1475 мм.
1.2. Слябинги.
Высокопроизводительные станы для прокатки металла, которые применяют для обжатия слитков весом более 7 тонн в слябы с высотой сечения от 75 до 200 мм и шириной от 700 до 1600 мм. Слябинг, в отличие от блуминга, прокатывает только слябы, поэтому пользуется меньшей популярностью.
2. Заготовочные станки.
С их помощью прокатывают заготовки.
4 основных вида таких агрегатов:
2.1. Сорто-заготовочные станы для обработки сортовых заготовок с сечением от 50*50 до 150*150 мм.
2.2. Сутуночно-заготовочные станы для сутунки и сортовой заготовки.
2.3. Трубно-заготовочные для заготовок круглого сечения диаметром от 70 до 350 мм.
2.4. Заготовочные линейные станы для прокатки сортовой заготовки, узкой сутунки и трубной заготовки при маленьких объёмах производства.
Большую популярность получили заготовочные станы первого типа. Они состоят из нескольких рабочих клетей с диаметром валков 450 – 750 мм. Число клетей варьируется от 6 до 12.
Рисунок. Схема расположения оборудования сорто-заготовочного непрерывного стана.
| – пролет стана; || – машинный зал; |||, |V – пролеты склада заготовки: 1 – 6 – рабочие клети первой группы с валками 730 мм в диаметре; 7 – 12 — рабочие клети второй группы с валками 530 мм в диаметре; 13 – подводящий рольганг; 14 – промежуточный рольганг; 15 – маятниковые ножницы; 16 – обводной рольганг для заготовки; 17 – ножницы усилием 850 т; 18 – летучие ножницы; 19 – отводящие рольганги; 20 – стеллажи для заготовки; 21 – кран 50/10 т; 22 – краны с подхватами.
3. Сортовые станки для прокатки металла. Делятся на несколько категорий:
3.1. Универсальный для прокатки широкополочных балок. Применяют для прокатки балок с высотой сечения 200 — 1000 мм с шириной полки 200 — 400 мм. Производительность такого агрегата 50 – 200 тонн в час.
3.2. Рельсоблочные станки. Нужны для обработки железнодорожных и трамвайных рельсов, балок высотой 240 – 600 мм и других тяжелых элементов. Делятся на 2 вида: ступенчатый и последовательный. У ступенчатого рельсоблочного агрегата есть ряд преимуществ: прокатка профилей широкого сортамента, простой переход с прокатки одного профиля на другой и высокая производительность.
3.3. Крупносортные станы. Используют для прокатки готового сортового металла со следующими размерами профиля: квадрат и круг 80 – 150 мм, рельсы узкоколейные 18 и 24 кг/погонный м. Производительность станка 100 – 200 тонн в час.
3.4. Среднесортные. Применяют для обработки сортового металла: квадраты и круги от 40 до 80 мм, балки двутавровые и швеллеры высотой до 120 мм и угловые профили размерами от 50*50 до 100*100 мм. Средняя производительность около 90 тонн в час.
3.5. Мелкосортные. Применяют для обработки готового проката со следующими размерами профиля: квадрат и круг от 8 до 40 мм, угловые профили от 20*20 до 50*50 мм. Производительность в среднем составляет 50 – 100 тонн в час.
3.6. Проволочные. Используют для обработки проволоки (катанки) диаметром 5 – 10 мм. Производительность 50 – 80 тонн.
3.7. Полосовые. Применяют для производства плоских прямокгольных профилей толщиной 1,5 – 10 мм и шириной от 65 – 100 до 400 – 500 мм. Производительность в среднем составляет 40 тонн.
4. Листовые.
Применяют для горячей прокатки стальных листов и листов из цветных металлов. Поверхность валков у таких машин цилиндрической формы. Устройство листовых станков зависит от материала и размеров прокатываемых листов.
Самыми популярными являются следующие 3 вида:
4.1. Толстолистовые. На них прокатывают листы толщиной 4 – 50 мм и шириной 1000 – 5000 мм.
4.2. Листовые широкополосовые непрерывные. Служат для прокатки листов шириной от 500 до 2500 мм и толщиной 1,5 – 10 мм.
4.3. Листовые широкополосовые с моталками, которые располагаются в нагревательных печах. Применяются для обработки листов в виде длинных полос толщиной 1,5 – 6 мм.
4.4. Тонколистовые станы для прокатки листов толщиной 0,25 – 4 мм и шириной 500 – 1200 мм.
Рисунок. Широкополосовый стан с моталками.
5. Трубопрокатные агрегаты.
Служат для производства бесшовных труб.
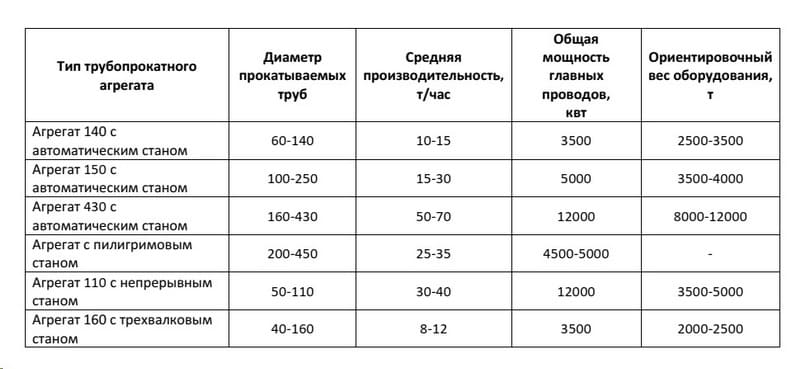
Таблица. Характеристика основных трубопрокатных станков.
6. Холоднопрокатные станки для прокатки металла в холодном состоянии делятся на 6 основных групп:
6.1. Листовые для штучной прокатки.
6.2. Листовые для рулонной прокатки. Прокатывают металл в виде длинных полос, которые сматываются в рулон после окончания процесса.
6.3. Лентопрокатные станы. Служат для обработки полос толщиной 0,02 – 4 мм и шириной 20 – 660 мм.
6.4. Фольгопрокатные. Прокатывают ленты и листы из алюминия, стали, молибдена и вольфрама толщиной 0,002 – 0,012 мм.
6.5. Плющильные станы. Служат для прокатки из проволоки узкой ленты.
6.6. Станы для холодной прокатки труб.
СТАНКИ ДЛЯ ПРОКАТКИ МЕТАЛЛА СПЕЦИАЛЬНОЙ КОНСТРУКЦИИ
1.СТАНЫ С ВЕРТИКАЛЬНЫМИ ВАЛКАМИ.
1.1. Вертикальные клети. Это рабочая клеть с приводом, у которой валки располагаются вертикально. Её применяют в тех случаях, когда нежелательна кантовка. Клеть служит для обжатия металла с боков. В основном применяют у листовых станов, непрерывных заготовочных, сортовых и трубопрокатных.
1.2. Вертикальные клети листовых станов. Часто устанавливают перед рабочими клетями черновых групп непрерывных станов. Они характеризуются стационарным расположением на фундаменте.
1.3. Вертикальные клети сортовых и заготовочных станов. Их проектируют таким образом, чтобы можно было совмещать калибры горизонтальных и вертикальных валков с осью прокатки.
1.4. Универсальные клети. В такой конструкции вертикальные валки находятся рядом с горизонтальными. Их применяют в качестве универсальных слябингов, универсальных станов для прокатки широких станов, а также используют как универсальные клети для прокатки широкополочных балок.
2. ТРУБОПРОКАТНЫЕ СТАНЫ.
2.1. Прошивные станки. Служат для получения отверстий в заготовках круглого сечения при прокатке бесшовных труб. В зависимости от расположения и формы валков прошивные станы делят на 3 основных типа:
- бочкообразные;
- грибовидные;
- дисковые.
2.2. Автоматические. Их устанавливают за прошивным станом. Такие станы обеспечивают вытяжку гильзы в 1,2 – 2 раза в зависимости от размера труб. Гильзы выбрасывает на входную сторону стана автоматически при помощи роликов обратной подачи.
2.3. Раскатные станы. Их устанавливают после автоматического. Они калибруют трубы по толщине стенки. В отличие от прошивного стана имеют постоянный угол наклона валков 6 – 8 градусов.
2.4. Калибровочные. Калибруют трубы по диаметру. При этом диаметр трубы становится меньше на 3 – 11 %.
2.5. Станы для холодной прокатки труб.
Рисунок. Основные операции станка.
Применяют для труб диаметром 15 – 150 мм. Чаще всего их устанавливают в комбинации с трубоволочильными станами. Они являются заготовительными и, как правило, служат для утончения стенки трубы, а последующее волочение доводит трубу до нужного диаметра.
3. КОЛЁСОПРОКАТНЫЕ СТАНКИ ДЛЯ ПРОКАТКИ МЕТАЛЛА.
Прокатывают предварительно отштампованную на прессах заготовку, которая близка по форме к готовому колесу. В процессе прокатки калибруется толщина диска и размеры обода колеса.
У компании ООО ЛипецкТехноЛит есть собственный цех литья, где мы применяем современные технологии в области изготовления стали, оборудования для металлообрабатывающей промышленности и запасных частей к нему.
У нас вы можете приобрести готовые дробеметные установки или заказать изготовление нестандартного оборудования по чертежам. Если нет чертежей – наши специалисты проведут исследование и предоставят присоединительные размеры перед изготовлением.