ЛИТЕЙНО-ПРОКАТНЫЕ АГРЕГАТЫ

Литейно-прокатные агрегаты (ЛПА) сделали процесс производства проката более совершенным.
Благодаря использованию этого оборудования удалось приблизить поперечное сечение непрерывно-литой заготовки к сечению готового проката, а также по максимуму использовать теплоту заготовки на производство последующего проката.
Существуют литейно-прокатные агрегаты для стали и для цветных металлов, которые, в свою очередь, делятся на несколько видов.
1 ЛИТЕЙНО-ПРОКАТНЫЕ АГРЕГАТЫ ДЛЯ СТАЛИ
1.1. Листовые литейно-прокатные агрегаты.
Литейно-прокатный агрегат состоит из следующих частей:
- Тонкослябовая МНЛЗ (машина непрерывного литья заготовок). Слябы представляют собой исходный продукт, из которого делают прокат на производственных станках.
- Печь, которая выравнивает температуру горячего сляба, выходящего из МНЛЗ.
- Чистовая непрерывная группа клетей.
- Моталка.
Обычная МНЛЗ выдает 1 – 1,5 м слябов в минуту толщиной 200 – 250 мм. Тонкослябовая МНЛЗ имеет преимущество: она производит 5 – 6 м слябов в минуту, их толщина составляет 40 – 50 мм.
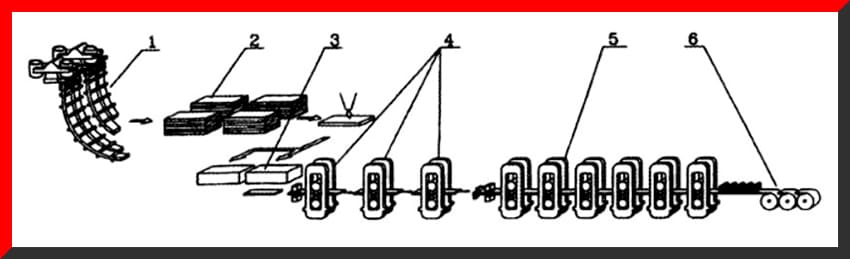
Рисунок 1. Традиционный литейно-прокатный агрегат.
1 – слябовая машина литья заготовок; 2 – склад слябов; 3 – нагревательные печи; 4 – черновая группа широкополосного стана;
5 – чистовая группа широкополосного стана; 6 – моталки.
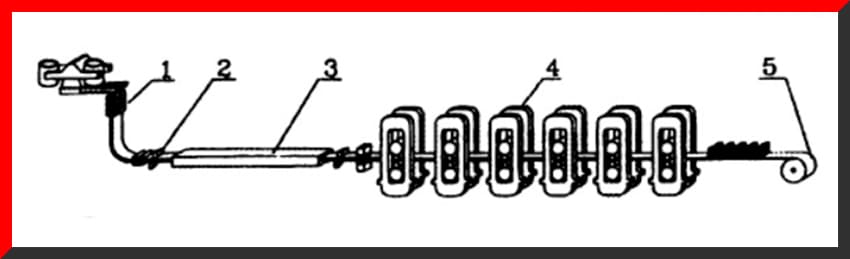
Рисунок 2. Тонкослябовый литейно-прокатный агрегат.
1 – тонкослябовая машина литья заготовок; 2 – ножницы; 3 – проходная печь; 4 – непрерывная группа прокатных плетей; 5 – моталка.
На большинстве ЛПА для изготовления тонких слябов используют МНЛЗ вертикального типа с изгибом сляба по дуге окружности в горизонтальную плоскость после затвердевания. Это делает процесс заливки металла менее трудоемким, а также упрощает конструкцию кристаллизатора и условия его контроля и настройки.
Для того, чтобы обеспечить хорошую производительность большегрузных плавок сталеплавильных агрегатов, нужно учитывать некоторые факторы при заливке жидкого металла в кристаллизатор:
- расход жидкой стали через заливочный стакан приблизительно должен быть равным 8 м/с.;
- заливку металла нужно проводить под уровень мениска с защитой его поверхности синтетическими шлаками. Это нужно для того, чтобы получить заготовки требуемого качества;
- необходимо регулировать гидродинамику потоков жидкого металла в кристаллизаторе у мениска.
Существуют различные конструкции тонкослябовых кристаллизаторов:
- Кристаллизатор с постоянным по высоте прямоугольным поперечным сечением. Здесь заливают жидкий металл открытыми струями с помощью шестистопорного промежуточного ковша. Чтобы защитить открытые струи металла и мениска от окисления, устье кристаллизатора герметизируют при помощи камеры с инертным газом.
- Тонкослябовый кристаллизатор с приемной заливочной воронкой и форматообразующей выпускной зоной. Металл заливают при помощи погружного стакана и защищают мениск синтетическими шлаками.
Кристаллизатор состоит из двух широких и двух узких рабочих стенок, выполненных из сплава меди, и корпусных стенок из стали, в которых есть каналы для циркуляции охладителя.
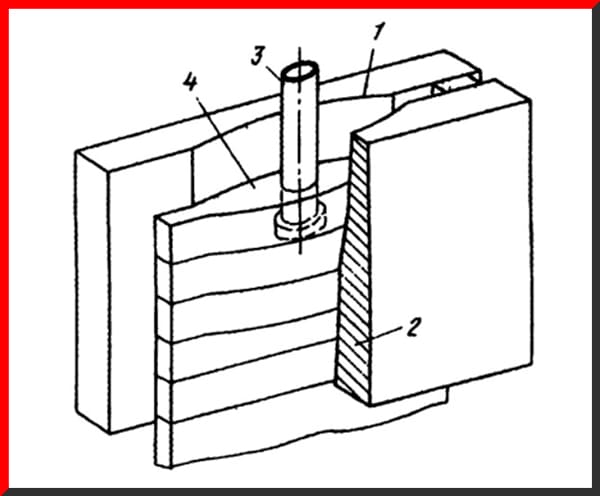
Рисунок 3. Тонкослябовый кристаллизатор с приемной воронкой.
1 – приемная воронка; 2 – форматообразующая область; 3 – заливочный стакан;4 – сляб.
1.2 Сортовые литейно-прокатные агрегаты.
Это оборудование позволяет получать литые заготовки без дефектов, обеспечивает нужную температуру материала на выходе из МНЛЗ, а также сочетают небольшую скорость вытягивания заготовок на машинах непрерывного литья с высокими скоростями прокатки, что является важным фактором для совмещения операций.
Существует 2 основных способа совмещения на сортовых литейно-прокатных агрегатах:
- Обжатие непрерывно-литых заготовок с жидкой сердцевиной. В процессе такой прокатки продукция выходит с нестабильным качеством.
- Обжатие полностью затвердевшей заготовки. При таком методе используют 2 типа оборудования: с маленькой степенью обжатия (20 – 40 %) и с высокой степенью обжатия (свыше 60 %).
Для производства сортовых профилей применяют несколько видов литейно-прокатных агрегатов:
Агрегат для изготовления катанки.
Состоит из МНЛЗ, сортового планетарного стана для прокатки листа, чистовых клетей и моталки. Принцип действия: рабочие валки сепараторов поочередно обжимают заготовку. Преимущества планетарной схемы прокатки:
- деформация металла может быть довольно большой;
- такой метод позволяет прокатывать труднодеформируемые и хрупкие сплавы, которые не поддаются искажению в обычных прокатных станках.
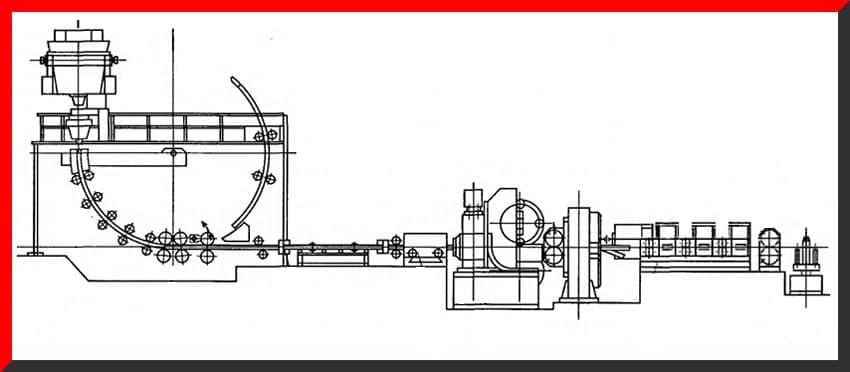
Рисунок 4. Литейно-прокатный агрегат с планетарным станом.
ЛПА с клетями винтовой прокатки.
Прокат получается хорошего качества.
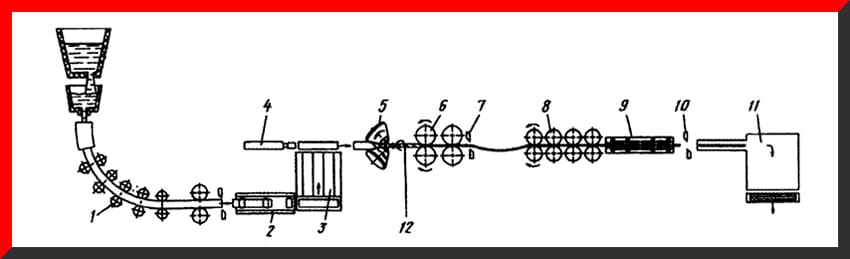
Рисунок 5. Состав литейно-прокатного агрегата с клетями продольно-винтовой прокатки.
1 – МНЛЗ; 2 – индукционный нагреватель; 3 – загрузочная решетка; 4 – толкатель; 5 – валковая клеть винтовой прокатки; 6 – черновая группа клетей продольной прокатки; 7 – аварийные летучие ножницы; 8 – чистовая группа клетей продольной прокатки; 9 – устройство для термического упрочнения арматуры; 10 – ножницы разрезки на мерные длины; 11 – устройство для охлаждения и уборки проката.
Литейно-прокатные агрегаты с обжимной группой клетей.
На этом комплексе производят арматурный, сортовой и фасонный прокат. Он состоит из сталеплавильного и литейно-прокатного отделений. Сочетание процессов непрерывной разливки и прокатки в одном ЛПК экономит площадь и уменьшает затраты топлива.
Этот комплекс целесообразно устанавливать рядом с местом, где потребляют металл. Это уменьшает стоимость готовой продукции.
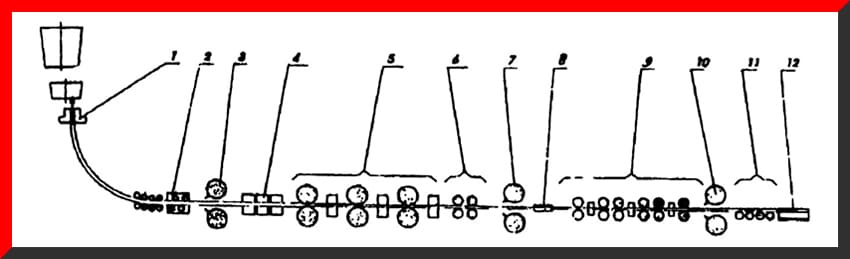
Рисунок 6. Схема процесса литейно-прокатного комплекса.
1 – машина непрерывного литья заготовок; 2 – тянущее устройство; 3 – гидравлические ножницы; 4 – индукционный нагреватель; 5 – малогабаритная обжимная группа клетей; 6 – рабочая группа клетей; 7 – аварийные летучие ножницы; 8 – петлеобразователь; 9 – участок клетей чистовой группы; 10 – универсальные рабочие ножницы; 11 – рольганг; 12 – участок уборки и охлаждения проката.
2 ЛИТЕЙНО-ПРОКАТНЫЕ АГРЕГАТЫ ДЛЯ ЦВЕТНЫХ МЕТАЛЛОВ
2.1 Литейно-прокатные агрегаты (ЛПА) для образования алюминиевой и медной катанки.
Алюминий и медь обладают высокой теплопроводностью и низкой температурой плавления. Поэтому литье заготовок проходит легко и быстро. Для этого используют литейные машины роторного типа в составе ЛПА.
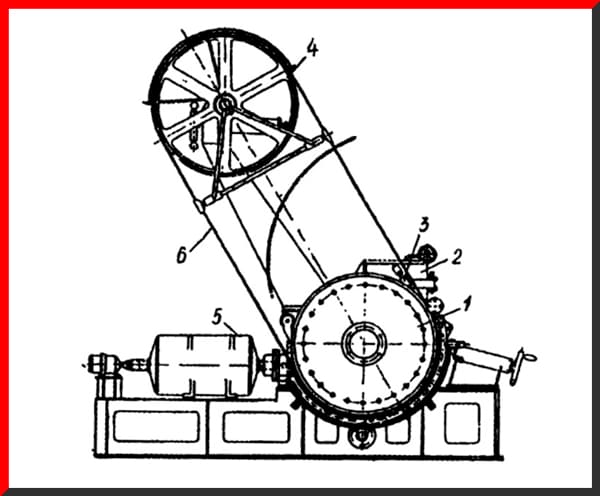
Рисунок 7. Литейная машина роторного типа.
1 – литейное колесо; 2 – приемная ванна; 3 – дозатор; 4 – натяжное колесо; 5 – привод колеса; 6 – стальная бесконечная лента.
Литейно-прокатный агрегат состоит из следующих частей:
- Печной участок. Для того, чтобы агрегат работал непрерывно, производительность печи должна превышать производительность собственного агрегата на 10 – 15 %.
- Литейная машина роторного типа. Основная машина ЛПА. Её устанавливают на минимальном расстоянии от выпускных леток миксеров, чтобы потери теплоты жидкого алюминия были минимальны.
- Кристаллизатор литейной машины.
- Петлерегулятор.
- Ножницы перед прокатным станом.
- Прокатный стан.
- Приводы валков.
- Валки.
- Калибровка валков прокатного стана.
- Аварийные ножницы.
- Моталка.
- Системы охлаждения и смазывания.
- Управление ЛПА.
Литейно-прокатные агрегаты для изготовления катанки из меди практически ничем не отличаются, но в них учитываются высокую теплопроводность меди, поэтому металлопроводы от миксера до литейной машины и ее ванну выполняют с усиленной теплоизоляцией, ввиду того, что медь поступает на агрегат в виде пластин дополнительно ЛПА комплектуют плавильными печами.
2.2 Литейно-прокатные агрегаты для производства широких полос.
Традиционно, чтобы получить лист из алюминия, сначала нужно было отлить из него чешуйки, расплавить их в электропечах, отлить слитки на машине полунепрерывного литья, разрезать и фрезировать слитки, нагреть и подвергнуть прокатке до получения рунной заготовки. Этот способ требует сооружения крупных комплексов, увеличивает время производственного процесса, а также трудовые и финансовые затраты.
На смену этому методу пришел способ бесслитковой прокатки полосы, который совместил в себе разливку и прокатку. Для этого применяют агрегаты с литейными машинами валкового, ленточного и гусеничного типов. Валковые литейные получили большую популярность.
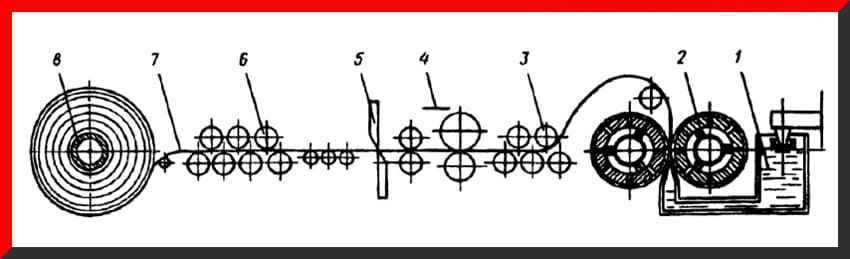
Рисунок 8. Агрегат бесслитковой прокатки широкой алюминиевой полосы.
1 – металлопровод; 2 – валки; 3 – правильная машина; 4 – установка обрезки кромок с тянущими роликами; 5 – ножницы; 6 – правильно-натяжная машина; 7 – полоса; 8 – моталка.
2.3 Литейно-прокатные агрегаты с планетарно-эксцентриковым станом.
Смотка, вырубка или разрезка на мерные длины и укладка в стопы объединены в одной технологической линии.
В ЛПА этого типа используют планетарно-эксцентриковый стан для изделий, которым нужна высокоинтенсивная дробная деформация. Здесь лучше прорабатывается кристаллическая структура металла. Процесс деформации проходит с такой силой, что приближает прокатку к ковке.
У компании ООО ЛипецкТехноЛит есть собственный цех литья, где мы применяем современные технологии в области изготовления стали, оборудования для металлообрабатывающей промышленности и запасных частей к нему.
У нас вы можете приобрести готовые дробеметные установки или заказать изготовление нестандартного оборудования по чертежам. Если нет чертежей – наши специалисты проведут исследование и предоставят присоединительные размеры перед изготовлением.