КЛАССИФИКАЦИЯ СТАНКОВ С ЧПУ

Оборудование с числовым программным управлением (ЧПУ) относятся к быстропереналаживаемому оборудованию с большой производительной способностью. С их помощью не только обрабатывают сложные детали, но и автоматизируют производство. Применение станков с ЧПУ гарантирует качество изготовленных деталей и их высокую точность.
Станок с ЧПУ работает без участия человека по программе управления, в которую предварительно закладывают все особенности механической обработки деталей.
Знания, необходимые для правильного программирования машин с ЧПУ:
- Характеристика оборудования: мощность главного привода; максимальная масса заготовки, которая будет обрабатываться на станке; шаг регулировки частоты вращения привода; диапазон регулирования подач; размер отрабатываемого минимального перемещения; количество инструментов; скорости холостого и рабочего перемещения; система координат; положение нуля станка; наличие и возможность установки дополнительного оборудования.
- Характеристика устройства с ЧПУ: язык программирования; число управляемых осей и количество одновременно работающих осей; наличие встроенных циклов и макроциклов; список функций оборудования, которые могут подвергнуться перепрограммированию; наличие специализированных возможностей станка при обработке на больших скоростях.
- Необходимо уметь выполнять расчеты режимов резания, учитывая припуски.
- Важно иметь достоверные сведения о режущем инструменте станка: параметры державки, вылет, углы заточки, ширина лезвия для отрезного резца, наличие центрового отверстия у фрезы, величина перемычки у сверла и т.д.
- Нужно обладать информацией о том, какими методами обработки можно добиться нужной точности и шероховатости изделия.
- Необходимо знать задания перемещений и способы формирования отдельных технологических элементов на станке с ЧПУ.
- Важно обладать сведениями о программировании для конкретного агрегата.
- Нужно уметь разрабатывать и читать технологическую документацию: расчетно-технологическую карту, карту кодирования информации и карту наладки.
Чтобы снизить материальные затраты и снизить время технической подготовки производства разработаны прикладные программы. Самыми распространёнными являются САПР и CAD/САМ.
САПР – система автоматизированного проектирования. С её помощью разрабатывают конструкторскую документацию и технологические процессы, управляющие программы для станков с ЧПУ и всю необходимую документацию.
CAD/САМ – продолжение САПР и кроме её возможностей включают дополнительные функции, которые способствуют совершенствованию проектирования технологический процессов для оборудования с ЧПУ.
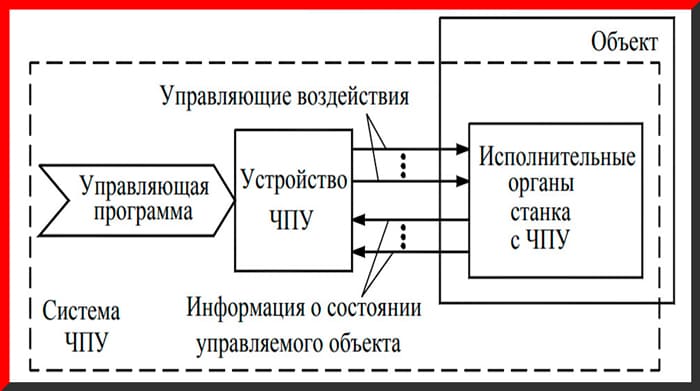
Рисунок 1. Модель управления оборудованием с ЧПУ.
КЛАССИФИКАЦИЯ СТАНКОВ С ЧПУ
По технологическим функциям станки разделяют на 3 группы:
- Оборудование для контурной обработки фасонных поверхностей. Сюда относятся фрезерные и токарные станки.
- Станки для обработки деталей с повторяющейся геометрией в разных положениях. В эту группу включены сверлильные агрегаты, станки для нарезки резьбы, расчётные агрегаты, а также фрезерные машины для обработки плоскостей.
- Станки для универсальной позиционной и контурной обработки. Сюда входят машины, которые выполняют множество операций.
При использовании в работе станков с ЧПУ снижается доля брака за счёт того, что размеры деталей выверяются автоматически и ошибка оператора исключена. Это ведёт к снижению затрат на подготовку производства и сокращение длительности рабочего цикла.
На оборудовании с ЧПУ эффективно обрабатывают детали сложной конфигурации и элементы, в которых нужно повторить размеры до миллиметра.
Классификация станков с ЧПУ:
- Токарная группа. Включает станки следующих типов: специализированные, одношпиндельные, многошпиндельные, револьверные, сверлильно-отрезные, карусельные, токарные и лобовые, многорезцовые и специализированные.
На токарных станках обтачивают, растачивают и подрезают торцы заготовок. Кроме этих процедур на них также производят сверление, зенкерование, развёртывание, цекование и нарезание резьбы метчиками в осевых отверстиях и нарезание внутренней и наружной резьбы с помощью резцов.
Токарные операции, как правило, начинают с черновой обработки заготовок.
- Сверлильная и расточная группа. Включает станки следующих типов: вертикально-сверлильные, одношпиндельные, многошпиндельные полуавтоматы, координатно-расточные, радиально-сверлильные, расточные, алмазно-расточные, горизонтально-сверлильные и центровые.
На сверлильно-расточных станках обрабатывают отверстия, которые могут быть цилиндрическими, фасонными, ступенчатыми и коническими. В основном, на станках этой группы производят обработку плоских и корпусных деталей. В первом случае используют агрегаты с вертикальным шпинделем, во втором – с горизонтальным.
- Группа шлифовальных станков, в которую входят кругло-шлифовальные, внутришлифовальные, обдирочно-шлифовальные, специализированные, заточные, плоскошлифовальные, притирочные и полировальные.
- Комбинированные машины и станки физико-химической обработки.
- Зубо- и резьбообрабатывающие: резьбонарезные, зубострогальные, зуборезные для конических колёс, зубофрезерные для цилиндрических и червячных колёс, станки для обработки торцов зубьев колёс, резьбофрезерные, зубоотделочные, проверочные и обкатные, станки для нарезки и шлифовки зубьев.
- Фрезерная группа. Сюда входят вертикально-фрезерные консольные станки, фрезерные станки непрерывного действия, копировальные и гравировальные станки, вертикальные бесконсольные, продольные, универсальные агрегаты и горизонтально-фрезерные консольные.
На фрезерных станках обрабатывают плоскости, криволинейные поверхности, карманы, колодцы, пазы и т.д. При обработке корпусов, фланцев, крышек, кронштейнов, кулачков, плит и подобных деталей применяют плоское и объёмное фрезерование. Как и в станках токарной группы, различают черновую и чистовую обработку.
- Строгальные, долбёжные, протяжные. Группа включает в себя продольные, поперечно-строгальные, долбёжные и протяжные станки.
- В группу разрезных станков входят отрезные станки, которые работают с резцами, с абразивным кругом или насечным диском, а также ленточные и ножовочные аппараты.
- Станки разных направлений: муфто- и трубообрабатывающие, пилонасекательные, бесцентрово-обдирочные, правильные, станки для испытания инструментов, делительные и балансировочные машины.
- Многооперационные станки. На таких обрабатывают сложные корпусные детали с множеством сторон, которым требуется целая серия фрезерных, сверлильных и расточных операций. Многооперационное оборудование снабжено инструментальным магазином и устройствами, которые позволяют автоматически менять инструмент в процессе обработки.

Рисунок 2. Детали, которые обрабатывают на многооперационных станках.
РЕЖУЩИЙ ИНСТРУМЕНТ
Выбор инструмента продиктован правилами обработки основных и дополнительных поверхностей заготовок: последовательность переходов, траектория перемещения инструментов, режимы и т.д.
5 основных способов увеличения производительности оборудования с ЧПУ:
- Применение комбинированные режущих инструментов.
- Использование осевого мерного инструмента: развёртки, зенкеры и т.п.
- Сложные траектории перемещения простых инструментов.
- Обработка поверхностей несколькими режущими инструментами.
- Использование заготовок, полученных методом точного литья и ковки с применением подкладных штампов.
В разных областях машиностроения применяют материалы с особыми свойствами: устойчивость к износу в коррозионной среде, высокая теплостойкость, механическая прочность и малая удельная плотность. Такие материалы требуют комплексной и многосторонней обработки, что позволяет повысить производительность и улучшить качество деталей. Кроме того, применение современных способов обработки заготовок способствует защите окружающей среды за счёт «сухой» обработки и смазки минимальным количеством специальных средств, которые отводят тепло в процессе резания.
Режущий инструмент для станков с ЧПУ изготавливают из твёрдых сплавов, керамики, кубического нитрида бора, инструментальных сталей и сверхтвёрдых материалов.

Рисунок 3. Классификация инструментальных материалов.
Основные виды инструмента, применяемые в станках с ЧПУ:
- Фрезы. Обработка деталей начинается с фрезерования плоскостей и черновой обработки отверстий. Фрезы бывают торцевые со сменными многогранными пластинами, торцово-цилиндрические, торцовые универсальные, длиннокромочные концевые, универсальные, торцово-цилиндрические, концевые со сферическим концом, концевые.
- Сверлильно-расточный инструмент применяют для обработки основных типов отверстий. Сюда относятся быстрорежущие свёрла с износостойкими покрытиями, твёрдосплавные цельные двухлезвийные свёрла со специальной заточкой, твердосплавные цельные трёхлезвийные, свёрла с напаянными пластинами из твёрдого сплава, ступенчатые и ружейные свёрла.
- Резьбонарезной инструмент. Для нарезания резьбы чаще всего используют резьбонарезные патроны с механизмом компенсации.
ОЧИСТКА ДЕТАЛЕЙ
После окончания обработки детали очищают от стружки.
Делают это 3-мя способами:
- Вручную вне станка.
- В автоматическом режиме на специальных моечно-очистных машинах, где осуществляется обдув, обмывка и сушка деталей. Моечная жидкость имеет специальный состав, который растворяет и удаляет с поверхности любые минеральные и органические загрязнения. Сушат детали потоком горячего воздуха.
- Автоматизированный отвод стружки в процессе обработки на станках. Устройства по удалению стружки сокращают простои станка, снижают тепловые деформации деталей от находящейся в зоне обработки горячей стружки, повышают защиту элементов станка от продуктов обработки, обеспечивают защиту оператора и улучшают условий труда.
Главное преимущество машин с ЧПУ – выпуск деталей высокой точности, что значительно сокращает производственный цикл и повышает эффективность и развитие предприятия.
Все детали, которые выпускает наша компания ООО ЛипецкТехноЛит изготовлены на высокоточном оборудовании с ЧПУ.
Мы производим дробемётное оборудование и запасные части к нему с 2003 года и сотрудничаем с крупными предприятиями России, Белоруссии и стран СНГ.
Прайс для ознакомления высылаем по запросу. Пишите на почту. Будем рады новым партнёрам.